
IGF-Projekt: 20308 N (2018 - 2021)
Die Bearbeitung optischer Oberflächen mit komplexen Geometrien (Asphären und Freiformflächen) wird konventionell im Punktkontakt mit immer feiner werdender Abstufung der Schleif- und Polierprozesse durchgeführt. Diese Abstufung der Prozessschritte ist notwendig, um eine defektfreie glatte Oberfläche zu erhalten, führt jedoch zu langen Bearbeitungszeiten und hohen Prozesskosten. Alternative Verfahren wie das Präzisionsblankpressen sind bisher auf hohe Stückzahlen, pressbare Formen und wenige pressbare Materialien beschränkt. Entwicklungen von Laseranwendungen in der Optikfertigung zeigen großes Potential im Hinblick auf Prozessgeschwindigkeiten und -ergebnisse. So kann beim sogenannten Laserpolieren das Glasmaterial an der Oberfläche aufgeschmolzen und durch die Oberflächenspannung abtragfrei geglättet werden. Hierbei werden geometrieunabhängig Bearbeitungszeiten von nur 1 bis 5 s/cm² erreicht. Die erreichbare Mikrorauheit (λ < 80 µm) liegt dabei bereits unter der einer konventionellen mechanischen Politur. Der reine Laserpoliturprozess ist jedoch durch eine unzureichende Glättung mittelfrequenter Rauheiten (λ > 100 µm) und Beeinträchtigung der Formgenauigkeit behaftet, sodass die Vorteile der Laserpolitur bisher nicht genutzt werden.
Ziel des IGF-Vorhabens HyoptO war die Entwicklung einer hybriden Prozesskette, um die geforderten Qualitäten optischer Oberflächen in deutlich verkürzten Bearbeitungszeiten zu erreichen. Durch die Kombination konventioneller Fertigungsschritte und der Laserpolitur sollten die Vorteile der Laserpolitur (Ausheilung von Tiefenschädigungen, Geometrieunabhängigkeit, hohe Prozessgeschwindigkeit) genutzt und die Nachteile (unzureichende Glättung mittelfrequenter Fehler (MSFE), thermischer Formverzug) umgangen werden können. Hierfür sollten zunächst geeignete Schnittstellen der zu kombinierenden Verfahrenstechniken ermittelt und die Bearbeitungsparameter beider Verfahren optimiert werden. Schließlich sollte die Hybrid-Prozesskette auf die erzielbaren Oberflächenqualitäten und die Wirtschaftlichkeit hin untersucht werden.
Zunächst wurden die Schnittstellen der Prozesskette untersucht und die einzelnen Prozessschritte aufeinander abgestimmt. Die Auswirkungen der Laserpolitur auf das Substrat hinsichtlich optischer Eigenschaften und Eliminierung der Schädigungen aus der vorausgegangenen Schleifbearbeitung wurde anhand der Glassorten Quarzglas, N-BK7, N-SF6 und S-FPL53 untersucht. Darauf aufbauend konnte eine Hybrid-Prozesskette, bestehend aus (1) mechanischem Schleifen, (2) Laserpolieren und (3) mechanischer Korrekturpolitur, für die Fertigung von Optiken entwickelt werden.
Mit der Laserpolitur konnten die beim Schleifen von Glas entstehenden Oberflächenfehler (SSD) auch in Tiefen bis zu mehreren 100 µm zuverlässig ausgeheilt und die Rauheit der Flächen gleichzeitig deutlich reduziert werden. Dadurch erübrigen sich langwierige konventionelle Politurschritte zum Abtrag SSD-durchsetzter Oberflächenschichten.
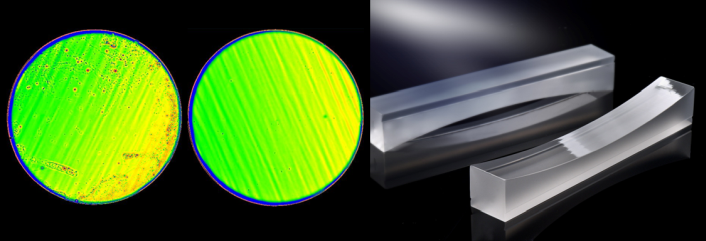
Allerdings ergaben sich bei der Laserpolitur auch ungewollte Begleiterscheinungen: Beim Schleifen entstandene mittelfrequente Oberflächenfehler (MSFE) auf Quarzglas können mithilfe der Laserpolitur nicht vollständig geglättet werden und sind in einem zusätzlichen Glättschritt vor der Korrekturpolitur zu beseitigen. Für andere Glassorten (z. B. N-BK7, N-SF6) konnte hingegen ein Prozessfenster identifiziert werden, in dem MSFE während der Laserpolitur vollständig geglättet werden.
Eine weitere mögliche Begleiterscheinung des Laserpolierens ist ein Verzug der Bauteile durch die Wärmeeinwirkung. Während für Quarzglas dieser Formverzug in der Größenordnung des Fehlers nach dem Schleifen liegt, kann in anderen Glassorten ein viel größerer Formfehler entstehen, der einen erheblichen Aufwand bei der Korrekturpolitur verursachen kann. Durch optimierte Schleifparameter kann der Formfehler jedoch vorgehalten und so der Korrekturaufwand signifikant reduziert werden.
Die Wirtschaftlichkeitsbetrachtung zeigte, dass die Hybrid-Prozesskette konventionelle Fertigungstechniken für Planflächen oder Sphären nicht ersetzen kann. Bei der Fertigung von Asphären oder Freiformflächen ergibt sich jedoch ein wirtschaftlicher Vorteil, der mit zunehmender Optikgröße, Komplexität der Geometrie und Individualisierung wächst.
Die in HyoptO erarbeiteten Ergebnisse zeigen die wirtschaftliche Integrierbarkeit der Laserpolitur in die Optikfertigung. Insbesondere für komplexe Optikgeometrien können hierdurch Durchlaufzeiten und Fertigungskosten verringert werden. Durch weitere Entwicklungen, z. B. bei der Reduktion von MSFE in Quarzglas vor und nach der Laserpolitur, kann der wirtschaftliche Vorteil des Hybrid-Prozesses weiter gesteigert werden. Weiteres Potenzial liegt in der Erweiterung der Anwendbarkeit der Laserpolitur auf großdimensionale Optiken (Ø > 100 mm) und bedient so ein wichtiges Nischensegment der mittelständisch geprägten deutschen Optikbranche.
Laufzeit: 01.11.2018 - 30.04.2021
Beteiligte Forschungseinrichtungen
Eingebundene Unternehmen
(Projektbegleitender Ausschuss, "PA")
Von diesen beteiligten sich die Unternehmen asphericon GmbH, Jenoptik Optical Systems GmbH, LASER COMPONENTS Germany GmbH, LAYERTEC GmbH, Leica Camera AG, Leica Microsystems GmbH und Sill Optics GmbH & Co. KG an der Deckung der auf freiwilliger Basis durch die Wirtschaft zu tragenden Administrationskosten. Die F.O.M. bedankt sich im Namen der begleitenden Branchen.
BMWK-Förderung
Wissenschaftliche Publikationen
Abschließende Ergebnisse
Weitere Informationen für eingebundene PA-Unternehmen
Die Projektergebnisse wurden am 15. Juni 2023 auf dem Innovationstag Mittelstand des BMWK in Berlin präsentiert.