
IGF-Projekt: 18564 N (2017 - 2019)
Wesentliche technische Merkmale für hochqualitative Präzisionsoptiken sind unter anderem die Einhaltung von Toleranzen für die Formabweichung und die Rauheit. Die Abweichungen einer Oberfläche zur Sollfläche können durch die Ortsfrequenzen der Abweichungen beschrieben werden. Liegen diese im mittleren Frequenzband, zwischen der Formabweichung und der Rauheit, wird von mittelfrequenten Fehlern gesprochen (engl.: Mid-Spatial Frequency Errors – im Folgenden MSFE). MSFE führen dazu, dass Optiken auf Grund des resultierenden Beugungs- und Streulichtanteils nicht verwendet werden können.
MSFE entstehen u. a. im Bearbeitungsschritt Schleifen im Punktkontakt und treten beim Polieren hervor. Beim zonalen Punktbearbeitungsverfahren von asphärischen oder Freiform-Optikflächen, mit im Verhältnis zum Werkstückdurchmesser kleinen Werkzeugabmaßen, stellen MSFE ein signifikantes Problem in der Optikfertigung anspruchsvoller Flächen dar.
Das Ziel des Vorhabens EmmaV war, die Prozessparameter, die zur Entstehung von MSFE führen, experimentell zu identifizieren. Gleichzeitig sollten mithilfe von Fehlersimulierungen Optimierung von Prozessparametern Strategien zur MSFE-Vermeidung entwickelt werden. Ein Kernstück des Projekts war der Aufbau einer Vorhersage-Software zur Auswahl eines Prozessparameter-Fensters für die Endbearbeitung von Präzisionsoptiken. Mit dieser sollten sich Strategien zur MSFE-Vermeidung für ausgewählte Fertigungsverfahren entwickeln lassen.
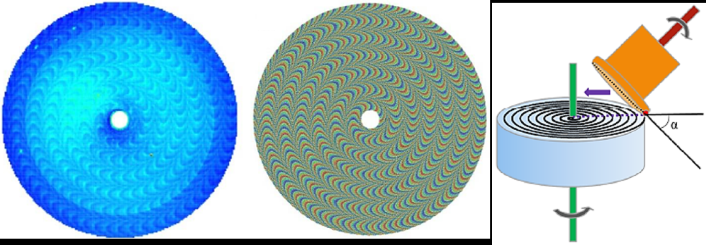
Um die MSFE-Entstehungsmechanismen zu analysieren, wurden die Bearbeitungsschritte des Schleifens und Polierens optischer Linsen untersucht. Dafür wurden asphärische Proben in spiralförmigen Werkzeugbahnen in Punktberührung geschliffen und mit einem Polierball zonal poliert. Die Oberflächenstrukturen, die bei der Spiralbearbeitung auf der Linse entstanden, wurden mit einem Formmessgerät berührungslos und taktil gemessen.
Mit einem auf Fourier-Transformation basierenden Auswertungsalgorithmus wurde dann eine MSFE-Analyse der Linsenoberfläche entlang der ursprünglichen Bearbeitungsbahn vorgenommen.
Dominante Fehler-Ortsfrequenzen, die beim Schleifen in Punktberührung auftraten, konnten so eindeutig festgestellt werden. Dadurch ließ sich der Einfluss verschiedener Bearbeitungsparameter auf die jeweiligen Fehleramplituden erfolgreich untersuchen. Umgekehrt ließen sich mithilfe des Auswertungsalgorithmus die auf der Oberfläche auftretenden Fehlerfrequenzen auf die verursachenden Bearbeitungsparameter zurückführen. So wurde u. a. gezeigt, dass höhere Drehzahlen des Schleifwerkzeugs zu geringeren Schleiffehleramplituden auf der Linsenoberfläche führen. Mit den so gewonnenen Informationen gelang es, eine Simulation zu entwickeln, mit der die beobachteten MSFE, die beim Schleifen entlang der Werkzeugbahnen entstanden, rekonstruiert werden konnten.
Auf dieser Basis konnte eine Modellierungs-Software entwickelt werden, die die im Schleifprozess entstehenden MSFE auf dem Bauteil vorhersagen kann. Somit ist es für Nutzer nun möglich, die eigenen Messdaten mithilfe der Software auszuwerten und sich durch einen automatisierten Abgleich mit den modellierten MSFE-Strukturen dem Schleifparametersatz anzunähern, der die unkritischsten MSFE erzeugt. Auf diese Weise können die Schleifprozesse für unterschiedliche, unternehmensspezifische Fertigungen optimiert werden.
Auch bei den Untersuchungen der MSFE-Entstehung während des Polierens ergab sich, dass die Abstände der Werkzeugbahnen und die Art der Verwendung des Polierwerkzeugs (z. B. mit unterschiedlichen Werkzeugdrehzahlen oder Anstellwinkeln) wichtige Einflussfaktoren darstellen.
Zusätzlich konnte gezeigt werden, dass die für das Schleifen gewählten Parameter auch zu den Haupteinflussgrößen des Auftretens von MSFE beim Polieren zählen: Entstehen während des Schleifens zunächst scheinbar unkritische sekundäre MSFE, kann es dazu kommen, dass sich diese Fehler in der Werkstückoberfläche nicht nur durch das Polieren nicht glätten lassen, sondern noch stärker hervortreten oder sogar verstärkt werden. Zur Klärung des Zusammenspiels von Schleifeffekten und Polierergebnissen bedarf es weiterer Forschung.
Spezialoptiken, wie Asphären oder Freiformlinsen, werden in Deutschland überwiegend von kleinen und mittleren Unternehmen (KMU) produziert. Vielfach liefern diese komplexe Hochleistungsoptiken auch an Großunternehmen und internationale Konzerne. So profitieren insbesondere KMU von den Ergebnissen des Projekts und der entwickelten Software. Diese ermöglicht die Analyse der in der unternehmensspezifischen Produktionsumgebung entstehenden MSFE sowie die zeit- und kosteneffiziente Optimierung der Schleif- und teilweise auch der Polierparameter, weswegen sich die Software auch für Kleinserien rentabel einsetzen lässt. Durch die Reduktion der notwendigen Iterationszyklen und der verringerten Ausschussraten werden auch die Produktionskosten signifikant reduziert.
Laufzeit: 01.01.2017 - 31.12.2019
Beteiligte Forschungseinrichtungen
Eingebundene Unternehmen
(Projektbegleitender Ausschuss, "PA")
Von diesen Unternehmen beteiligten sich die Unternehmen asphericon GmbH, Berliner Glas KGaA, Carl Zeiss SMT GmbH, JENOPTIK Optical Systems GmbH, Leica Camera AG, Leica Microsystems GmbH, OptoTech Optikmaschinen GmbH, POG Präzisionsoptik Gera GmbH und Qioptiq Photonics GmbH & Co. KG an der Deckung der auf freiwilliger Basis durch die Wirtschaft zu tragenden Administrationskosten. Die F.O.M. bedankt sich im Namen der begleitenden Branchen.
BMWi-Förderung
Wissenschaftliche Publikation
Pohl, M., Kukso, O., Boerret, R., Rascher, R., Mid-spatial frequency error generation mechanisms and prevention strategies for the grinding process. Journal of the European Optical Society-Rapid Publications 2020, 16:19. DOI: 10.1186/s41476-020-00140-9
Abschließende Ergebnisse
Weitere Informationen für eingebundene PA-Unternehmen